Steel drum industry production and technology development gains and losses talk (1)
Steel drum industry production and technology development gains and losses talk (1)
Li Jisheng
In the past 20 years, due to the correct industrial policy of the country and the correct guidance of the competent authorities of the industry and the efforts of the manufacturers, China's steel drum production equipment and technical level have been greatly improved, and the product quality has been significantly improved. The gap between the comprehensive technical level of China's steel barrel industry and developed countries has been significantly reduced compared with 20 years ago.
As a technical director of the factory, the author has been engaged in steel drum technology for a long time. He witnessed and experienced the changes of the steel barrel industry in the past 20 years, and the development of the steel barrel production and technology of the 3602 factory of the People's Liberation Army was carried out. For example, analyzing the gains and losses of the development of production technology in China's steel drum industry will help us better summarize the past and look to the future.
It should be noted that the article mentioned is only one person's opinion. If there is any error, it is expected to be criticized and corrected by the family.
First, the development process of steel barrel production and technology in our factory
The predecessor of our factory is the first steel barrel manufacturing factory in China opened in the 1930s by Mobil Oil Company in Shanghai. After liberation, the state will withdraw the management of the General Logistics Department of the People's Liberation Army. Its products are mainly 200 liter steel drums. The variety is relatively simple. Used as a military product for the military during the planned economy.
In the early 1970s, our factory eliminated the American welding machine of the 1930s and replaced it with three more advanced semi-automatic seam welding machines made by the Soviet Union at that time, which greatly improved the quality of the seam welding of the barrel of our factory. .
In the past, the barrel paint of our factory was painted manually, which was naturally dry. The labor intensity of the workers was high, the quality was unstable, the working conditions were bad, and it was not safe. There was a fire that caused a big loss to the factory. In view of this, in the late 1970s, the factory invested heavily in the introduction of a more advanced domestic electrostatic spraying production line, the hardening of the paint film was carried out in the drying tunnel, and the barrel transportation was completed by hanging the conveyor chain. The degree of mechanization is greatly improved, the thickness of the paint film is uniform, the appearance is beautiful, the adhesion is good, and the quality is stable. In addition, the working environment of the workers has been significantly improved, which greatly reduces the labor intensity.
Of course, electrostatic painting also has its shortcomings, such as: due to the role of electrostatic shielding, some dead angle painting is not ideal, need artificial refinishing; the electrical properties of the paint, the degree of refinement of the paint particles are higher. In addition, the quality of the workers also directly affects the quality of the paint. Drying the paint with an oven, because the oven is high, the hot air rises, resulting in a large temperature difference between the upper and lower parts of the oven. Even if the hot air circulation is used to reduce the temperature difference between the upper and lower parts, the oven is too long and too large, and the effect is not obvious. The phenomenon that the upper part of the barrel is baked and the lower part is not dried. These defects in electrostatic spraying should be mitigated during the production process.
The completion of the electrostatic spraying line, together with the completion of the technical transformation of the mid-end equipment of the barrel, enabled the factory to realize the flow operation of producing 200-liter steel drums from the sheet to the finished product. In the early 1980s, 200 liter steel drums had a production capacity of 400,000 units per year. As a result, the production scale and automation level of our 200-liter steel drums are among the highest in the industry.
In the past, we have been using brown sugar bone glue as a sealing material. Because our products are all over the country, north to Heilongjiang, west to Xinjiang, south to Hainan Island, the temperature difference between north and south can reach more than 60 °C, causing the inherent disadvantages of brown sugar bone rubber (such as heat softening, cold embrittlement and compactness) Leakage of steel drums caused by poor conditions, etc. occurs from time to time. To this end, our factory has successively used the 812 sealant of Tianjin Steel Barrel Sealing Material Factory, the WS sealant of Xi'an Jiaotong University Chemical Factory, and the Bailu brand sealant of Xiamen Kaiyuan Latex Factory instead of brown sugar bone glue. The brown sugar bone glue has been significantly improved, which satisfies the demanding requirements of our products for environmental adaptability and improves the reliability of steel drum sealing. Of course, these glues also have shortcomings, such as poor weather resistance, some lose flexibility after curing, and some processability needs to be improved. These are all issues that need to be improved in the face of sealant manufacturers.
In the late 1980s, China began to transform from a planned economic system to a market economic system, and market competition became increasingly fierce. The original position of our steel drums in the military market was strongly challenged by the rapidly rising local steel barrel enterprises. In addition, as military enterprises have successively turned to the production of civilian products, the original production pattern of our products has been unable to meet the needs of market competition, and there is the possibility of being eliminated by the market. Therefore, vigorously develop new varieties, maintain the military products market, and strive to squeeze into the civilian products market to meet the increasingly demanding requirements of users, and be included in the work schedule of our factory.
To develop new varieties, it is first necessary to develop arc-rolled steel drums. The steel barrel of our factory used to be a single five-layer rectangular flat bead. This time, when the emperor's daughter is not married, she can sit back and relax. Now, if she does not change to a circular curl, there is a danger of hungry. At the beginning of the arc curling, due to the lack of materials, there is no information exchange with the peers. We are basically blind people riding horses. They only build their own cars with their intuition. Although they have invested a lot of manpower, material resources and financial resources, the effect is Very unsatisfactory. Under this circumstance, in 1990, our factory selected engineers and technicians to participate in the barrel-making technical class held by the barrel-making branch in the Yingkou barrel factory. During the two-month study class, I humbly consulted my brothers and teachers, and repeatedly went to the production site of the Yingkou Barrel Factory to observe and study. Finally, I took out the essence of the arc curling technology and made the arc-rolled steel drum. Put into production, eliminate a roadblock for the development of many varieties of our products. In addition, while systematically learning the barrel technology, our engineering and technical personnel and the trainees from dozens of steel barrel factories across the country frankly exchanged ideas and lessons, and promoted the exchange of information and feelings between peers. The technical exchange between the factory and the peers laid a good foundation. This merit of the barrel branch and the selflessness of the Yingkou barrel factory were unanimously praised by the members of the class.
Our factory uses the realized arc curling technology and relies on self-made equipment to successively complete steel drums with material thicknesses of 1mm, 1.2mm, 1.25mm, 1.5mm and volume of 100L, 150L, ​​200L, etc. Small batch development of arc curling. The arc curling performance meets the drop test requirements of the steel drum national standard.
Summarizing the development experience of arc curling, we realized that although the arc curling layer structure has met the requirements, the drop performance of the steel drum has been significantly improved, but the barrel triangle is still a weak area of ​​the drop leakage. The reason is that the weld edge (up to 10 – 16mm) is at play. The difference in the shape of the two welds is shown in the figure below:
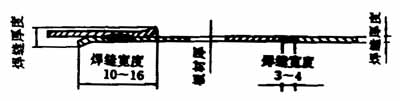
Fig.1 Schematic diagram of welds of semi-automatic welder and self-welding welder
Therefore, in order to completely solve the problem of leakage in the triangle of the steel drum, it is necessary to use a fully automatic welding machine with a small edge value and a thin weld seam for seam welding of the barrel. Therefore, the factory invested more than 500,000 yuan to purchase the FN-250 automatic seam welding machine digested and absorbed by Nanjing Mining Machinery Factory. The design power is 250kVA, the welding edge is only 3mm, the thickness of the weld is close to the base metal, and the PC programming controller is used to control the program action of the welder. The welding current can be automatically made at the beginning, middle and end of the seam welding of the barrel. Adjust up and down. Design production capacity can reach 600 / hour. After entering the factory, after repeated debugging, it is welded into a qualified barrel. Since the thickness of the weld is close to that of the base material, after the arc is curled with such a barrel, the steel drum basically has no problem of leakage in the triangular area.
However, due to some inevitable defects in the imitation process of the welder, many design performances of the welder have been discounted more or less. For example, in order to avoid the occurrence of welds in the front section of the weld which are common in semi-automatic welding, and the defects in the tail section are easy to be removed, the welding current curve of the welder is designed as a saddle shape. The difference in the welding current curve of its semi-automatic welding machine is shown in the figure below.
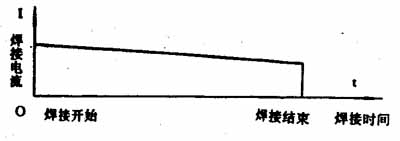
Fig. 2 Schematic diagram of welding electric wave curve of semi-automatic welding machine
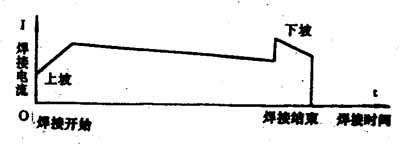
Figure 3 Schematic diagram of welding current curve of automatic welding machine
The design idea is: at the beginning of welding, in order to avoid excessive welding, the initial welding current is less than the welding current during normal operation; when welding to the end of the weld, due to the change of impedance, it is required to be higher than The welding flow during normal operation ensures that the weld is not desoldered. This process is accomplished by a complex welder thyristor (SCR) firing angle control section. Despite the painstaking efforts of the designers, the actual results are not satisfactory. The crack at the front end of the weld and the phenomenon of desoldering at the end still occur.
For example, although the welder shows that the use of domestic hot-rolled steel sheets can achieve better welding results, in fact, the defects of the domestic hot-rolled sheets and the common quality fluctuations in the edging shears can not be rejuvenated even by the automatic welding machine. Therefore, the welding result is always unsatisfactory.
Due to the high quality requirements of the rounded edge barrel for the barrel edge, the spinning type edge-trigger machine that has been used has not been able to meet the requirements. Therefore, our factory invested 700,000 yuan to purchase the general machinery of Guangdong Xinhuihuicheng. The weld seam edge trimming machine, the trimming edge rib machine and the three-in-one assembly machine produced by the factory.
The working mechanism of the weld bead trimming machine is: after the welded barrel is delivered to the position, under the control of the PC, the hydraulic cylinder simultaneously presses the roller at both ends of the barrel beyond the thickness of the base material at the same time. Thin, then another cylinder drive to cut the weld tongue. The purpose of this machine is to eliminate the influence of the weld on the bead and reduce the leakage rate of the beading triangle.
The working mechanism of the edge-lifting rib machine is as follows: under the control of the PC, the main cylinder first rises two large ribs in stages, and then the main cylinder drives the arbor, and longitudinally squeezes the barrel to complete the barrel edge.
The working mechanism of the three-in-one assembly machine is: placing the top of the barrel (bottom) on both ends of the barrel; after the transmission chain delivers it to the position, the two large discs of the assembly machine move the top of the barrel (bottom) and the barrel body slowly until Rotate quickly; pre-rolling is driven by the cam mechanism to advance the pre-roll of the top of the bucket; after the pre-rolling is completed, the spray switch system is controlled by the photoelectric switch, and the top of the bucket is just pre-rolled (bottom) Evenly spray the sealant glue; then, the second and third roll wheels are sequentially actuated to complete the triple arc curling of the steel drum.
For the three mid-range equipments, summing up the experience of several years, we have the following understanding:
The welding edge trimming machine has little effect on the weld of the semi-automatic welder (the edge value is 10 – 16mm). According to the calculation, in order to achieve a significant thinning of the weld, at least 100 tons of impact force is required, and the rolling pressure of the machine is at least ten tons. Therefore, using such a force to press the weld of the edge of 10 mm or more is undoubtedly itching. Therefore, the weld of the wide lap can not achieve the purpose of reducing the leakage of the triangular zone, and the weld of the fully automatic seam welder is close to the thickness of the base material even if it is not crimped, and the weld tongue is also small. It can be easily eliminated by hand grinding wheel. In this case, the use of the edge trimming machine is tantamount to using a high-altitude gun to fight mosquitoes. It is really a little overkill, so the machine has little effect on improving the leakage resistance of the steel drum.
The action of the edge-lifting machine is simple and clear. It is only because the structure of the cylinder is too long, which limits the increase of working speed. In addition, for the barrels of different thicknesses, in order to ensure the quality of the arc curling, the wrenches of different sizes and shapes are required, which requires different size and shape, and the cost of the wrenching plate is higher than that of the spinning edge. The cost of the wrench is high. It is also very troublesome to repair the grinding wheel after it is worn. When producing a variety of varieties, workers increased the auxiliary workload of repeated unloading and debugging tools, which affected the labor efficiency of the workshop. Of course, this defect cannot be attributed to the manufacturer of the edge machine.
The three-in-one assembly machine completes the pre-rolling, medium-rolling, forming triple-rolling and gluing processes on one assembly machine. From a design point of view, this design can improve labor productivity compared to the model that separates the pre-roll and the final roll, but from the sealing mechanism of the sealant in the barrel industry, it can have the feeling of not being fast. . Summarizing our own production experience and collecting peer experience, we know that when the three-in-one model assembly machine is equipped with automatic glue spraying, the spray sealing glue can not be solidified immediately after the entire process lasts for a short time. In the middle roll and the final roll process, the roll layer is easily extruded, so that a rubber seal having better elasticity and a certain strength can be formed in the middle of the roll layer of the round roll, thereby affecting the sealing performance of the roll layer. We understand that most manufacturers who have a good arc drop barrel performance have a pre-rolling process as a separate process. Therefore, the sealant has a certain curing time before the pre-rolling top (bottom) is transferred to the lower process to form a sealing tape having a certain strength and elasticity.
The shortcomings caused by the lack of technical communication between steel drum equipment manufacturers and steel drum manufacturers are once again reflected in the barreling equipment that is destined to be defective. (To be continued)
Related links: Steel barrel industry production and technology development and loss (2)
For weatherproofing/storage of pallet loads, or just for protection against dust, we can design the Top Sheet Dispenser to work with automatic Turntable wrapping system or rotary arm wrapping system. The dispenser spreads top sheets after pallet load is discharged from the Palletizer and enters the Top Sheet Dispenser. After covering the top sheet, the load is wrapped up so that it can be delivered to customer or storage room. The top sheet will protect the load from moisture and dirt.
Sheet Dispenser,Top Film Dispenser,Automatic Sheet Dispenser,Top Sheet Dispenser
Shandong Sinolion Machinery Corp. Ltd , http://www.packingline.nl