Effect of weld rolling on mechanical properties
Effect of weld rolling on mechanical properties
Xie Weihua
Foreword
The new technology of weld rolling (also known as rolling) has been widely used in foreign countries. It is also widely promoted in China. It has many advantages. People have different requirements for welding seams by means of rolling seams. Because the rolling weld can eliminate the residual stress generated by the quilting during welding, eliminate or reduce post-weld deformation, can correct the product parts and improve the weld strength. Use rolling welds to compact and level welds to improve and improve processability. It has better quality and effect than other mechanical methods. For example, it can reduce noise pollution, improve working conditions, reduce labor intensity, avoid metal dust hazards and so on.
With the development of the aerospace and aviation industries, metal thin-walled tailor-welded parts have been widely used, and many special requirements have been placed on the welds, such as the smooth inner and outer surfaces of the welds, keeping them flush with the base metal, and not reducing the weld itself. Mechanical behavior. It is a good method to roll the weld to meet these requirements. At present, there are basically two forms of machining for weld surface.
According to the actual needs and characteristics of the product, after the weld is rolled, in order to ensure good processing performance, from the design considerations, several important indicators must be met.
1. Must have good comprehensive mechanical properties, such as weld strength value å base material strength value of 90%. At the same time, it must meet the specified plasticity and toughness requirements. Especially in many specific conditions, high temperature, high pressure, vibration, medium corrosion and other requirements.
2. The rolling weld is X-rayed and the internal weld defects must be within the allowable range. It is absolutely not allowed for any form of cracking.
3. The adoption of various new processes and new technologies must be strictly applied and tested. Due to the high requirements on the weld, it is an important issue to further understand the influence of the rolling weld on the mechanical properties.
We have carried out process research and test on the welds of three grades of four kinds of specifications materials, such as rolling, grinding, heat treatment and no heat treatment. We have mastered the specific data and applied mathematical statistics to solve many of the existing problems. Difficult Problems.
The weld rolling test status and parameters are shown in Table 1.
Table 1 Weld rolling test status and parameters
Material thickness
(mm)
Groove type
Welding method
Weld processing method
Rolling parameter
F150
1.0
standard
Tungsten automatic hydrogen arc welding (without filler)
Grinding: heat treatment / no heat treatment > grinding wheel
Rolling: heat treatment / no heat treatment > rolling machine
Once: 50 gauge pressure
Two or three times: 70 gauge pressure
1Cr18Ni9Ti
1.5
standard
Ibid.
Ibid.
Once: 60 gauge pressure
Two or three times: 90 gauge pressure
1Cr21Ni5Ti
2.5
standard
Ibid.
Ibid.
Once: 85 gauge pressure
Two or three times: 90 gauge pressure
1Cr21Ni5Ti
3.0
standard
Plasma automatic welding
Ibid.
Once: 90 gauge pressure
Two or three times: 100 gauge pressure
1. Mechanical methods: grinding and hammering methods
2. Weld seam rolling: This method has been used in non-ferrous metals and ferrous metals by rolling the weld seam to make the weld surface flush with the base metal. Non-ferrous metals such as aluminum and deformed aluminum alloys that cannot be heat-treated are reinforced, while ferrous metals are mostly stainless steel. Through the rolling of austenitic stainless steel and austenitic and ferritic duplex stainless steel, the weld strength is improved, the surface quality of the weld is greatly improved, the labor intensity is greatly reduced, and pollution pollution is prevented.
We weld austenitic stainless steel and austenitic ferrite duplex stainless steel below 3mm, using different materials and thicknesses, heat treatment and no heat treatment, grinding and rolling weld processing and different welding methods Tests in various situations, from the mechanical strength, metallographic organization to comprehensive analysis and comparison, to find some general rules. In the past five years, a large number of batch productions have been combined with specific products for practical application, and satisfactory results have been obtained in terms of product quality and effect.
First, the purpose and conditions of the process test
Comparison of mechanical properties and metallographic structure:
Material grades, thicknesses, specifications, weld processing forms, and status and effect comparisons are shown in Table 2.
The high-magnification metallographic sampling position is shown in Figure 1.
Metallographic structure of the test material:
F150 r+a austenite is the main component;
1C21Ni5Ti a+r ferrite is the main component;
1Crl8Ni9Ti r Austenite is basically 100%.
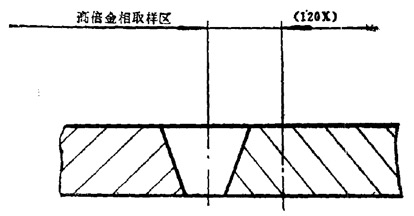
figure 1
Second, the analysis of mechanical properties and metallographic organization
It can be seen from the above that under the same conditions, the weld rolling and the weld are polished, and in terms of strength, the rolling is higher than the grinding, and in terms of plasticity and toughness, the rolling is also higher than the grinding. Due to the butt weld of the thin plate, the automatic welding without filler metal provides a very favorable condition for the rolling of the weld. If the sheet is within 1~4 mm, the rolling deformation is controlled within 15%, because the deformation is too large, which will adversely affect the metal structure. The plasticity of the parts without heat treatment will be reduced, and cracking is more troublesome. Highly demanding parts are even more noteworthy. In the case of relatively small amount of deformation, the internal structure of the metal does not change significantly, because the seam rolling process also has the characteristics of cold-worked parts, and has the same mechanism, such as the lattice of a single-crystal metal, which occurs when subjected to shear stress. Plastic deformation, only elastic tortuosity (or elongation) occurs in the initial stage of external force (shear stress). When the external force is removed, it returns to the original state. If the external force is further increased, the lattice distortion is more than that between the crystals in the elastic deformation stage. Sliding occurs, which is called slipping. Even if the external force is removed, the crystal will not recover completely and cause permanent deformation. Rolling of the weld is a permanent deformation of the weld metal and its vicinity.
Multiphase polycrystalline metal deformation, although the deformation is much more complicated than a single crystal due to the presence of crystal media and grain orientation. However, the deformation in each grain in the crystal is substantially similar to the deformation of a single crystal.
After plastic deformation of the polycrystalline metal, when observed under a microscope, it can be seen that the grain shape extends along the deformation direction, and the original "equal" shaped grains become "mock-like" shaped grains, and there are inside the crystal. One line, the slip belt, forms a dense slip line with a group of crystal plane slips, and the plastic deformation crystal planes slide to each other, called the slip surface.
In the case of rolling, when the amount of cold work hardening is not large, a significant slip zone appears first in the grain. As the deformation increases, the slip zone gradually increases, and the grains "crush" and appear in the grains. Many small grains (ie, substructures) have grain refinement, in which case the grains are severely distorted.
The accumulation of a large number of dislocations in the substructure causes a large obstacle to further slip, resulting in work hardening. The greater the degree of deformation, the greater the difference in the substructure, the greater the number of subgrain dislocations and the greater the degree of work hardening. . We have fully confirmed through mass production and testing that when rolling the weld, when it is carried out two or three times, even if the rolling pressure is increased, the amount of deformation is small. According to Fig. 2, for 1Cr18Ni9Ti material, thickness = 2.2mm, rolling pressure P = 300Kg; even if the rolling pressure is multiplied, the increase of deformation is small, indicating that the difference in orientation between subgrains has increased. Larger, the weld is strengthened and the strength value is also large.

Figure 2 1C18Ni9Ti butt welds under different rolling (rolling) force
Therefore, in order to strengthen the weld, especially the parts that are not heat-treated, so that they have good plasticity, that is to say, have good comprehensive mechanical properties, and the deformation degree should not be too large.
For austenitic stainless steel and austenitic ferritic duplex stainless steel, such steel is very sensitive to cold work hardening. Take austenitic stainless steel 1Cr18Ni9Ti and Cr28, 15# steel as an example. As can be seen from Figure 3, In the case of the same degree of deformation, the 1Cr18Ni9Ti strength value is increased a lot. They have a high work hardening ability, and the weld of steel such as cold working and rolling is an effective means of strengthening. It was proved by the test piece that the F150 steel with a thickness of 1mm had a deformation degree of about 15%, but the microstructure of the weld was observed under a metallographic microscope. We also found no obvious cold work hardening layer, but the strength value was improved by 3 %. The plasticity and toughness are not significantly different from those of the unmachined (rolled) weld.
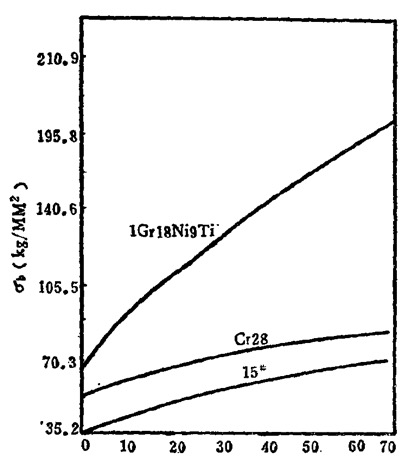
Figure 3 Cold deformation program (%)
We process (rolling), there are two ways of welding, one is rolling and then heat treatment, and the other is no heat treatment after rolling. After the weld is rolled, the distribution of residual stress in the weld can be greatly improved, which is very important for the latter part without intermediate heat treatment. Since the tensile stress occurs in the weld zone after welding, the existence of tensile stress will greatly affect the stress state of the part, which will promote stress concentration near the welding defect. Stress concentration will lead to crack formation and crack propagation. It is also easy to cause weld stress corrosion and greatly reduce the bearing capacity of the welded joint. Due to the large residual stress, the result is re-deformation and warpage of the part, which seriously affects the accuracy of the part and the quality of the assembly. Therefore, the rolling process can have two functions, eliminating residual stress and improving the bearing capacity of the part. The elimination of residual stress can also reduce the deformation of the part, and the deformation is small, and the cold working precision of the part is also improved. It can be seen from Fig. 4 that the residual stress distribution results can be obtained by using different rolling pressures. In principle, under the premise of not exceeding the requirements of the product, the large pressure rolling effect is better, and better results can be obtained.
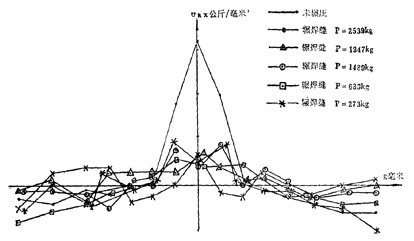
Fig. 4 1Cr18Ni9Ti thickness 2.2mm different rolling specifications reduce residual stress effect
In addition, the roller should not be too narrow under the condition of not affecting the base material near the weld seam, because it is too narrow to be easy to operate, it is easy to crush the product parts, and the narrow roller is unfavorable to eliminate the concave or convex and misalignment of the weld. Defects, so choose the right one.
In order to improve the processing properties of the weld to the molded part, specifically to improve the plasticity, an intermediate heat treatment can be performed (Fig. 5). Once heat treated, the internal residual stress is eliminated and the grains are fine, so the overall mechanical properties are good. Through production practice, it is proved that the rolled weld molded parts have a pass rate of 100% in cold drawing, and the weld seam parts are torn by 10% under the same intermediate heat treatment conditions, most of which break in the heat affected zone, and roll There is no tearing in the press-welded parts. According to our conditions, the purpose is to eliminate residual stress. Flattening the weld, the thickness of the welded seam is generally 1~4mm, of course, <1mm can also be used. Only when the sheet is thin, can the cold work harden and the stress can be eliminated. If the plate is thick and the cross-sectional area is large, its effect cannot be deep into the center line of the plate, resulting in uneven distribution of the entire section hardening and poor effect. As can be seen in Table 5, for 3 mm thick parts without heat treatment, although the strength value and the plasticity are better than the grinding, there is a limit to the processing of the molded parts.

Figure 5 Changes in microstructure and properties of work hardened metals during heating
in conclusion
1. For the stainless steel thin material quilting (4mm or less) which cannot be heat-treated and strengthened, the rolling strength is higher than that of the grinding, and the overall cold working performance is superior when the intermediate heat treatment is not performed.
2. The relative deformation of the rolling weld should not exceed 15%, which is good for the machined parts. The cold surface of the weld is hardened and the residual stress distribution is improved. If heat treated (recrystallization range) The surface grain does not grow up and the inner and outer grains are uniform, and the comprehensive mechanical properties are good.
3. Rolling weld technology can strengthen the weld seam, improve the strength, keep the surface of the weld seam flush with the base material, smooth and good quality, improve the working conditions, eliminate the pollution of noise, metal dust and improve the work efficiency. 10 times, can be rolled for both vertical and horizontal welds.
This test received strong support from the 211 factory metallurgical machinery group and the metallographic group comrades, and expressed their gratitude.
references
1. Metal materials science. The fifth mechanical engineering department of the Fifth Ministry of Machinery Industry edited the group.
2. Aeronautical Materials Standards Manual (metal part). Institute of 301, Ministry of Machinery Industry.
3, the effect of rolling welds and near-seam areas on the performance of stainless steel and high-temperature alloy welded joints, Li Yanjuan, etc. of the Ministry of Aviation Industry 100, 625, Peng Wenxiu, Liu Jida, etc.
4. Selection and application of the welding process of stainless steel and high-temperature alloy thin-walled parts. Hu Hongjun, 100 of the Ministry of Aviation Industry, etc., 625 paid Xianhua, Guan Qian and so on.
Single Electric Breast Pump,Pump Professional Breast,Breast Pumps Rechargable,Mother Breast Pump
Wuxi Phanpy Baby Products Co., Ltd. , https://www.phanpybreastpump.com