Development of coated steel sheets to achieve environmental protection of colored steel drums (Yang Wenliang)
Development of coated steel sheets to achieve environmental protection of colored steel drums
Yang Wenliang
The steel sheet coating technology is a processing technique in which a plastic film and a steel sheet are subjected to high-temperature hot pressing to adhere the film to the steel sheet. The film-coating technology was born in Japan in 1977. It was originally used for cans and small barrels. It can replace the inner coating and outer coating technology. Up to now, it has developed into various fields such as interior and exterior decoration of building materials, home appliances, automobiles, and barrels. In the European countries, the barrel industry has developed rapidly. Since the film processing does not use an adhesive or a solvent, it does not contain formaldehyde, and the plastic film is landscaping and decorated to realize a true color steel drum, and the film is treated by antibacterial and anti-staining to ensure the safety of the human body. And health, but also played a role in environmental protection. Figure 1 shows a coated color steel drum being produced on a steel drum production line in Europe.

Figure 1 coated steel drum
The laminating board used in the steel drum industry, commonly known as Laminated Steel, is made by laminating PP film and Ma Steel drum. Many of the inner walls of traditional inner coated steel drums have to be painted, and the materials contained in the coating method have harmful effects on the human body and the environment, especially the inner coating barrel. The current treatment method is to use resin on the inner wall of the barrel. Painting. However, the paint used in this coating process contains an environmental hormone-containing substance, Bis-phenol A, which is an internationally recognized environmental hormone and may cause dissolution problems once dissolved. Exceeding the standard will have an adverse effect on the human body. And the serious consequences caused by this problem have attracted the attention of both domestic and foreign.
The birth of steel sheet lamination technology is a revolutionary advancement in steel drum production. With its wide application, the traditional steel drum production process and technology will be subverted, from the simplification of production line equipment, productivity, production cost reduction, sanitation, environmental protection and other aspects will also take a big step forward.
First, the characteristics of the film board
The laminating board is a steel barrel manufacturing material which has the characteristics of deep-drawing, abrasion resistance, corrosion resistance and decoration, which are superior to ordinary steel sheets and pre-coated steel materials, and has the dual characteristics of polymer resin film and steel sheet. This feature determines that the coated sheet can be used as a substrate by using a cold-rolled sheet to quickly cover the printed film with an overprint, so that the coated sheet greatly reduces the material cost.
1. The laminated board has excellent performance.
(1) The corrosion resistance and rust resistance of the coated board are unmatched by the paint board. Because it is a composite board of plastic film, the coating board has the contradiction between corrosion resistance and adhesion, which is easily solved for the laminating board, which is an ideal material for the inner coating barrel.
(2) The appearance of the coated sheet is smooth, smooth, decorative, and feels good.
(3) The laminated board has good chemical stability, weather resistance and aging resistance, and can adapt to harsh environments without falling off and rusting.
(4) The coated sheet has excellent processing performance, deep drawing resistance and wear resistance, and is not easily damaged during processing. Due to its smooth surface and lubricity, it is easier to form in the processing of steel drums.
2, the cost of the laminate material is lower
(1) Since the laminated sheet is a metal material having both the characteristics of a plastic film and a steel sheet, in general, it is not necessary to use a galvanized sheet as a substrate to produce a laminated sheet. The cost advantage of using cold rolled sheet coating is obvious.
(2) The production of laminated sheets is a continuous high-speed production line of coiled sheets, which is three times faster than the coating process.
(3) The production process of the laminating board can be completed at one time because the printing plastic film and the laminating film are compared, so that compared with the painting process, the utility model has the characteristics of low energy consumption, high speed and less material consumption.
(4) Steel plate laminating equipment is easy to operate and easy to maintain. The traditional steel drum painting relies on the experience of the technical operators to control the various processes, while the laminating board production process and equipment are simple, the whole process of production is automatically controlled, the operation and maintenance are convenient, and the production and the production can be mastered without special professional training. Maintenance technology.
(5) Compared with the traditional steel plate coating, the equipment is less, the investment is smaller, the floor space is smaller, and the use of workers is less. This saves a lot of equipment investment and labor costs.
3. Environmental protection, energy conservation and sanitation
(1) The production of coated sheets is solvent-free and exhaust-free, and does not require paint drying. It has less environmental pollution and is also very energy-saving.
(2) Since the coated sheet is not thermally coated with a chemical coating and ink, but is covered with a plastic film, the coated sheet does not contain various chemicals harmful to the human body. Adhesives and solvents are not used to ensure human health and safety. Solved the problem of environmental hormones and volatile organic compounds.
(3) It does not contain harmful substances such as citric acid or phthalic acid esters, and can be fully utilized as renewable resources. The production of carbon dioxide is reduced at the time of manufacture, and no dioxins are generated when the resources are regenerated. The waste laminating steel drum is reused as iron resource, and the recovery rate is 100%. When the membrane is recycled together with iron, the membrane is burned into water and CO2 due to heating, and this part is converted into natural gas, which is used as the power for iron heating. Energy is used. The waste film can also be used as a regeneration.
Second, the steel plate coating process
1. Material of the laminated board
(1) The substrate of the laminated sheet can be used as a substrate for a laminated sheet, and has a wide range of substrates, such as tin-plated steel sheets, chrome-plated steel sheets, cold-rolled steel sheets, and stainless steel sheets.
(2) Covering film According to different application requirements, the material of the laminated film is also very wide, including PP, PE, PET, nylon, cloth, laser film, and paper.
A PP film is generally used for the inside of the barrel, and the color of the film is transparent and white. Because of the PP white film, it has passed the US FDA's identification standard: TFS/PP, 130 ° C / 60 points, dedicated to the inner wall of the inner coating barrel.
In order to meet the barreling requirements, the polypropylene film currently used in processing has been designed and tested for its flexibility and heat resistance. It has strong anti-destructive properties. A plasticizer containing no additives based on safety considerations, it does not contain Bis-phenol A (bisphenols in barrel coatings) and Phthalic acid ester (methyl phthalate in plastic plasticizers) Both of these are internationally recognized environmental hormones that are harmful to reproductive function. Moreover, the combustion of polypropylene produces only water and CO, and does not produce dioxins (substances that seriously endanger the skin and liver). Based on the above characteristics, the products can be directly recycled after being recycled.
2, steel film coating process
The steel plate coating method is to form a thin steel plate by surface pretreatment, and then heat-pressing and laminating the plastic film on the laminating machine. Figure 2 is a process diagram of the production process of the laminated board.
Figure 2 Laminating board production process diagram
1-steel surface treatment; 2-steel plate transport; 3-clad film printing; 4-clad film transport; 5-upper film pressurization; 6-lower film pressurization; 7-heat lamination; 9-covering quality monitoring; 10-waste film recycling; 11-clad sheet reeling
(1) Surface treatment of steel sheet In order to make the composite film and the steel sheet composite firmly, it is necessary to pretreat the surface of the steel sheet, that is, to remove oil and debris on the surface. For tinplate, because the surface is relatively clean, it can be cleaned by vacuuming.
(2) Steel plate conveying steel plate shall be unrolled before surface treatment. After surface treatment, the steel plate shall be fed into the laminating equipment for lamination. These tasks are all done with conveyors.
(3) The printed cover film of the laminated film can be printed in advance according to the needs of the user. The printing of the plastic film is currently a very mature process, and a variety of colors can be printed. The printed film is rolled into a roll for ease of use.
(4) Thermal lamination The plastic laminating film and the steel plate are simultaneously fed into the middle of the upper and lower laminating rolls, and the upper and lower rolls are heated under the heating system of the thermal laminating device to generate a high temperature of 250 ° C, so that the pressure of the plastic film on the upper and lower rolls Under the action of high temperature, it is hot melted together.
(5) Film quality monitoring Immediately after the completion of the lamination, the quality monitoring is carried out, and the surface of the laminating board is automatically inspected for problems such as blistering, separation, discoloration, etc. If there is a problem, the parameters are immediately fed back and automatically adjusted to improve the quality.
(6) Waste film trimming The waste film around the film is cut, and the waste film is directly sent to the waste film recovery device.
(7) Film-rolling sheet winding The trimmed film-coated sheet is sorted or wound for feeding into the next-stage barrel process.
3. Laminating board production equipment
The production process of the laminated board is completed in one time with automatic laminating equipment, with high production efficiency and good quality. Figure 3 shows the appearance of the first automatic laminating board production line produced by Jiangyin Ruixing Technology Co., Ltd. The company is currently working on the development and application of laminating board in China's barrel industry.

Figure 3 Laminating board production line
The working principle of the laminated sheet production equipment is shown in Figure 4.
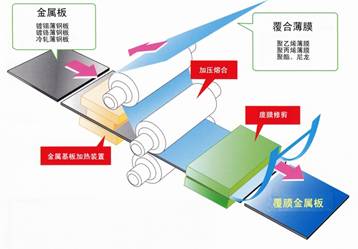
Figure 4 Schematic diagram of the working principle of the laminating equipment
The steel plate is first sent to the substrate heating device for heating to a high temperature of 250 ° C, and then immediately fed into the upper and lower pressing rolls together with the laminated film, and the plastic film is thermally fused to the substrate by the pressure of the upper and lower rolls, and is firmly fused in the substrate. together. After the end of the hot melt, the waste film is trimmed, which becomes the finished product of the laminated film.
The laminating equipment can produce speeds up to 40m/min. The power consumption is 2000kW/day; the gas consumption is 63m3/day. The production line requires only 5 workers.
4. Production of steel drums with laminated sheets
(1) The process uses steel lamination to produce steel drums. Generally, the following three processes are commonly used:
1 steel plate → PP film → coated steel plate → printing → coated steel drum
2 steel plate → offset printing → PET film → coated steel plate → coated steel drum
3 steel plate → offset printing → PET film → coated steel plate → offset printing → coated steel drum
(2) Weld fill film Since the plastic film on the surface of the laminating board is not conducive to the barrel welding, the weld seam is usually left blank on the steel barrel body sheet when the film is coated.
The barrel of the steel drum is usually welded, and the exposed portion of the metal after welding must be coated. Figure 5 is a schematic diagram of the film filling of the steel barrel weld. The application of the non-adhesive coating technology is to repair the welded portion by using a polypropylene resin of the same material as the film, so that the film covering and the molten repair of the exposed portion of the metal are simultaneously completed. The characteristics of the polypropylene film heating and melting are fully utilized, and a vacuum bag-like effect is formed, and the contents are not leaked at all. Since the adhesive and the lubricant are not used in the barrel making process, the risk of dissolution of the contents, residual solvents, plasticizers, and the like due to the additional materials can be avoided. Moreover, problems such as poor resistance to contents, weak adhesion, and incorporation of air bubbles which occur during the coating and recoating process do not occur.
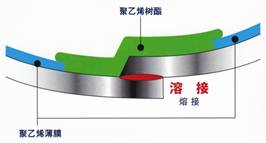
Figure 5 Steel barrel weld seam film
It is also possible to use tape refilling or powder recoating, that is, using a resin tape or powder having the same composition as the film, and the steel plate is covered with a PP white film, and a white PP powder is required for refilling.
Jiangyin Ruixing Technology Co., Ltd. independently developed the automatic welding film laminating device, which is installed at the back of the seam welding machine. Through special process, the barrel is automatically welded immediately after seam welding, which effectively solves the repair of the weld. Coating quality problems.
5, film quality control
For the quality inspection of the laminated board, the JISK6854-1 adhesive strength peeling test is generally used; the distillation test method; the first checkerboard method; the original thermal modification method of the film coating industry and the like.
(1) Appearance quality inspection The purpose of using the laminating board is to decorate only, so that the appearance does not change is an important requirement.
The quality change of the appearance was observed. The ISO0877 was used as the standard, and EMMAQUA-NTW (outdoor light collection and promotion exposure test) was selected, and the experimental energy was applied until the surface became fibrillated and microfibrillated. Observe the changes in gloss, brightness and chromatic aberration of the surface.
1 Gloss gloss did not change, and the mirror state remained at 86%.
2 The brightness of the brightness has not changed, and the stability of the composite technology after printing has not been damaged.
The 3 color difference indicates high weather resistance within the color difference ΔE2. The known PMMA film has high durability and has the same high weather resistance as a fluorine-based plastic film.
(2) Physical durability test The physical strength change test was used to promote degradation in a high temperature environment (85 ° C) for 90 days, and the residual rate of tensile strength and elongation was measured. Table 1 shows the physical strength of the laminated film.
Table 1 Comparison of Durable Physical Strength Values ​​of Commonly Covered Membrane
PP laminated film
PVDF laminated film
Tensile strength residual rate (%)
≥90
≥97
Elongation residual ratio (%)
≥90
≥98
(3) The physical laminated film of the laminated film should be subjected to physical properties such as refractive index and heat resistance, and the laminated film should have certain optical and heat-resistant physical properties. Table 2 shows the physical properties of the laminated film.
Table 2 Physical properties of laminated film
PP film
PMMA film
PC film
proportion
1.1
1.1
1.2
Refractive index
1.5
1.5
1.5
Double fold rate
0.3
1
0.3
Light transmittance
93
93
90
Tensile strength (MPa)
45
40
80
Normal temperature elongation (%)
50
140
140
High temperature elongation (%)
220
-
-
Pencil hardness
F
3B
2B
Heating elongation (%)
≤1.5
≥10
≤0.1
(4) Chemical properties of the laminated film Table 3 shows the chemical property testing requirements of the laminated film.
Table 3 Chemical properties of laminated film
PP film
PMMA film
PC film
Chemical resistance
10% NaOH
10% HCl
gasoline
Neutral cleaning agent
Plasticizer
Salad oil
â—‹
â—‹
â—‹
â—‹
â—‹
â—‹
â—‹
â—‹
â—‹
â—‹
×
â—‹
×
â—‹
â–³
â—‹
×
â–³
Solvent resistance
MEK
Toluene
acetone
IPA
â–³
â—‹
â—‹
â—‹
×
×
×
â–³
×
×
×
×
Note: “○†in the table indicates excellent performance; “△†indicates general performance; “׆indicates poor performance.
Third, the application of the film board
At present, coated sheets have been widely used in various industries, especially in Japan and Europe.
1, food container
The main applications in food containers are: food cans, beverage cans, four-caps, candy cans, tea cans, easy-open lids, and the like.
2, chemical containers
The main applications in chemical containers are: chemical barrels, paint cans, paint cans, two aerosol cans and various top and bottom covers. In particular, the hollow film processing technology can be applied to various barrels.
3, decorative products
The main applications in decorative products are: portable ashtrays, gift boxes, pencil cases, jewelry boxes, cigarette cases, wine boxes and so on.
4. Applications in other industries
Applications in other industries include: building panels, walls, ceilings, security doors, floors, awnings, etc.
6 Big Holes Helmets,Helmets For Skateboard,Skating Helmet,Helmets Online Store
YONGKANG YISHANG INDUSTRY&TRADE CO.,LTD. , http://www.yes-trade.com